
Rezanie plechu laserom, rezanie konštrukčnej a nerezovej ocele, hliníka
Technológia rezania laserom spočíva v tepelnom rezacom procese, v ktorom je energia sústredeného svetelného lúča lasera využitá na to, aby sme mohli dosiahnuť vysokú rýchlosť a vysokú presnosť rezania.
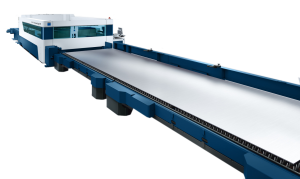
TRULASER 8000
Laserový stroj TruLaser 8000 poskytuje najvyššiu hospodárnosť a vynikajúcu kvalitu dielov v opracovaní nadrozmerných formátov, s možnosťou spracovania plechov až do dĺžky 8 m a rezu bez odsadenia pri dotaktovaných plechoch.
|
Výkon
|
6 kW
|
| Rozmer stola |
2 500 x 8 000 mm
|
|
Max hrúbky plechov vhodných pre rezanie:
|
|
|
Konštrukčná oceľ
|
25 mm
|
|
Nerezová oceľ
|
25 mm
|
|
Hliník
|
15 mm
|
TruLaser 3060 Fiber (6 KW)
Vysoko výkonný CNC páliaci stroj Trumpf TruLaser 3060 fiber, používa pevnolátkový laser TruDisk, ktorý spolu s technológiu BrightLine umožňuje vynikajúcu kvalitu výroby a bezproblémové odoberanie dielcov.

|
Výkon
|
6 kW
|
| Rozmer stola |
2 500 x 6 000 mm
|
|
Max hrúbky plechov vhodných pre rezanie:
|
|
|
Konštrukčná oceľ
|
20 mm
|
|
Nerezová oceľ
|
20 mm
|
|
Hliník
|
16 mm
|
Laser BYSTRONIC Bystar 4020 a 4025

|
Výkon
|
4,4 kW
|
| Rozmer stolov |
2 000 x 4 000 mm(Bystar 4020) 2 500 x 8 000 mm(Bystar 4025) |
|
Max hrúbky plechov vhodných pre rezanie:
|
|
|
Konštrukčná oceľ
|
20 mm
|
|
Nerezová oceľ
|
15 mm
|
|
Hliník
|
12 mm
|
|
Rotačná os:
|
|
|
Profily
|
od priemru 15 – 315 mm
|
|
Max. dĺžka profilu
|
3700 mm
|
Vysoko výkonné CNC páliace stroj BYSTAR 4020 a BYSTAR 4025 sú určené k výrobe výpalkov s vysokou presnosťou a malým tepelným ovplyvnením v mieste rezu. Možnosť rezania veľmi malých dier v hrubých plechoch pulzným rezaním. Integrovaná CNC rotačná os pre profily priamo v ráme stroja BYSTAR 4020 s pneumatickým skľučovadlom.
Požiadavky na akosť materiálu
Výpalky z doporučeného laserového materiálu (RAEX) vykazujú v hrúbkach nad 6 mm optimálnu kvalitu rezu a zaručujú rozmerové tolerancie v zmysle STN EN ISO 9013 I A.
| Obsah kremíka |
Opracovateľnosť
|
|---|---|
|
Si ≤ 0,04% |
Preferovať, vynikajúca opracovateľnosť laserom |
|
Si ≤ 0,25% |
Možné ľahko zhoršené rezné výsledky |
|
Si > 0,25% |
Obmedzene vhodná kvalita ocele, a tým aj horšie alebo nepravidelné výsledky pri rezaní |
Všeobecné podmienky
Dodacie podmienky
- Akosť materiálu je určená zákazníkom podľa dodanej výkresovej dokumentácie a je možné poskytnúť materiálový atest k ľubovoľnému páliacemu plánu či vypáleným kusom.
- Výpalky sa dodávajú s povrchom podľa normy EN 10 163, hrúbka podľa EN 10 029
- Rozmerové tolerancie tvarových výpalkov sú podľa STN EN ISO 9013 II B
- Akosť reznej plochy je zaručená podľa STN EN ISO 9013 II. Miestne vady reznej plochy sa pri posudzovaní neberú do úvahy.
- Samostatne je možné dohodnúť náter a tryskanie vypálených kusov. Pokiaľ kusy majú predpísanú nasledujúcu operáciu ohyb, budú automaticky tryskané.
- Štandardný dodací termín z materiálu na sklade je od 3 do 10 pracovných dní po potvrdení objednávky. Expresné objednávky sú možné za príplatok. Dodacia parita EXW výrobca. Po dohode je možné dovoz dopravou PMR, s.r.o. na miesto určenia.